
无线射频(RFID)










































































基于RFID技术的产线自动化管理应用解决方案
摘要
伴随着工业4.0和智能制造的进一步发展,工厂产线的自动化及智能化已经成为企业的核心关键竞争力。而RFID(Radio Frequency Identification)射频识别技术以其非接触、批量识别、可远距离读取等特点,在工厂产线的自动化管理中具有独有的优势。本方案将全面的描述基于RFID技术的产线自动化管理解决方案,从当前用户痛点、RFID解决方案及系统架构及性能评估等环节剖析。
一、 引言:RFID技术在现代制造业中的战略价值
传统的工厂产线管理几乎都是通过认为手工记录或者通过人工扫描条形码来记录,此方法存在生产效率低下、记录数据易出错、信息滞后、难以追踪生产过程等问题。通过RFID技术的引入,给每个生产的对象(物料、半成品、托盘、工具等)赋予一个唯一的电子身份标识(RFID标签TID具有唯一性),能在生产的整个流程中实现数据的实时、准确采集并上传服务器,为生产的调度、过程记录及控制、追溯等产线管理提供强大的数据支撑。引入RFID技术的核心价值在于提升工厂生产的透明度、提高生产效率、降低运营成本。

二、 系统核心架构与关键技术组件
2.1 系统架构
1. 数据采集层(物理层):由RFID标签、RFID读写器和天线组成。RFID标签贴附在生产的对象上,RFID读写器与天线安装于产线的各个关键节点,由读写器捕获各个关键节点的物品信息,并上传至服务器。
2. 数据处理与传输层(边缘/中间件层):用于连接硬件采集终端与应用层软件的桥梁,在行业内属于RFID中间件,主要用来与读写器交互、标签过滤、标签数据格式转换等,若担心企业的服务器的负担,可以在终端部署边缘计算终端,实现数据边缘处理后,再将信息上传至服务器。
3. 应用与决策层(应用软件层):最终用户的业务逻辑实现平台。包含了各类的应用板块,如生产过程的建模、生产计划与调度、在半成品管理、质量控制(QC)、统计过程控制(SPC)分析、员工与设备管理等。此层软件通常与企业的制造执行系统(MES)或企业资源规划(ERP)系统深度集成。
4. 数据存储与企业集成层(后台系统层):用于存储所有生产相关数据的 后台数据库 ,以及与企业现有信息系统(如ERP、MES、SCADA等)的通讯接口。通过与ERP系统集成,可实现生产订单与物料需求的联动;通过与MES系统集成,可实现生产过程的精细化管控;与SCADA系统的集成则能获取设备状态,实现生产数据与设备数据的融合。
2.2 核心技术组件详解
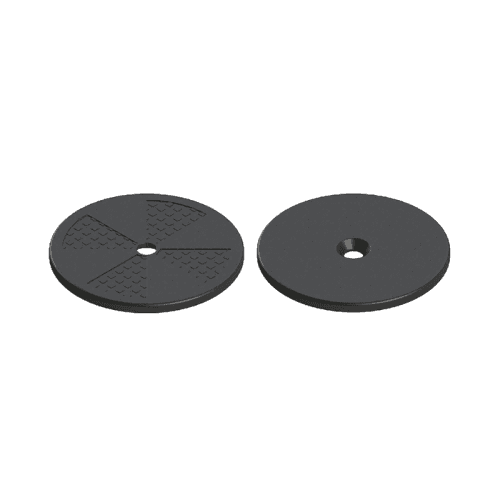
RFID标签: RFID标签需要贴在工件的表面,其通过供电方式通常分为有源标签、无源标签、半有源标签,在工业产线RFID技术的应用中,使用较多案例为UHF无源标签,主要优势在于它的成本较低且能满足大部分使用场景。某些特殊场景可能会选用特种标签来应对环境对RFID技术的干扰,如金属环境应用中一般需要采用抗金属标签、液体环境应用中通常采用抗液体标签。
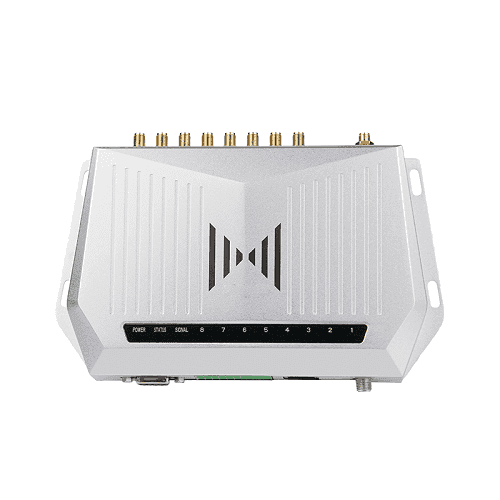
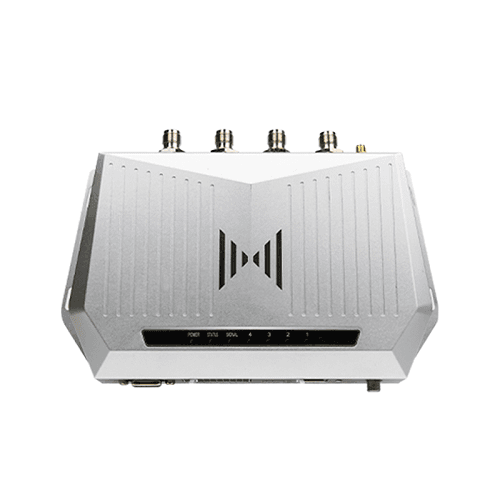
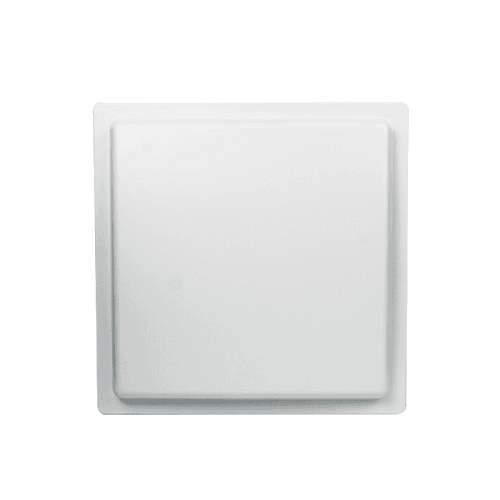
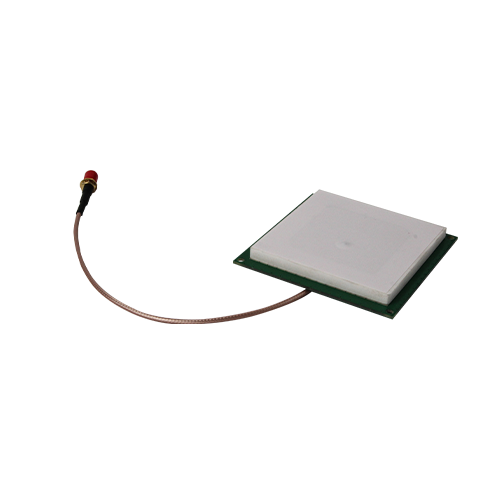
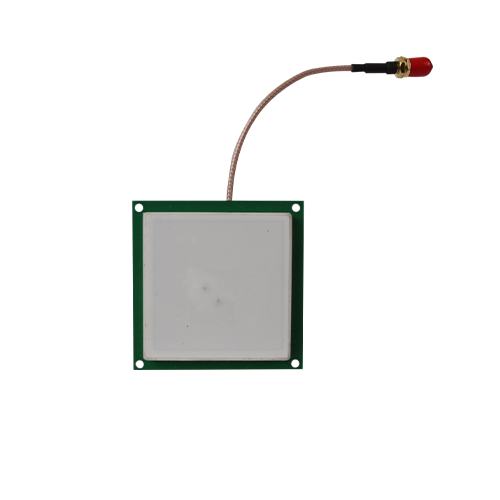
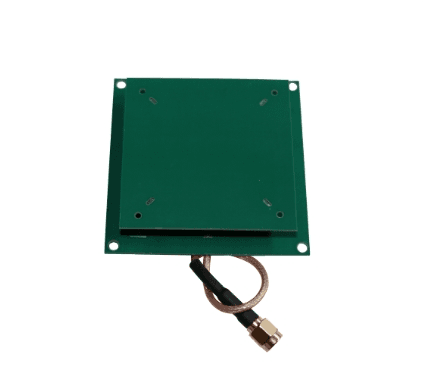
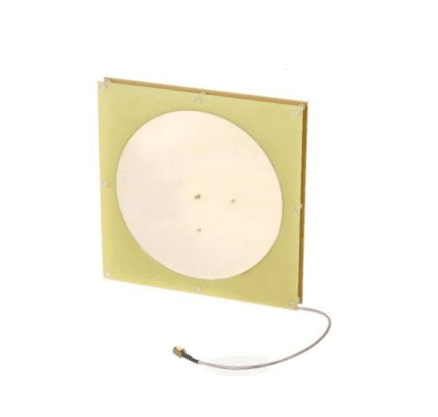
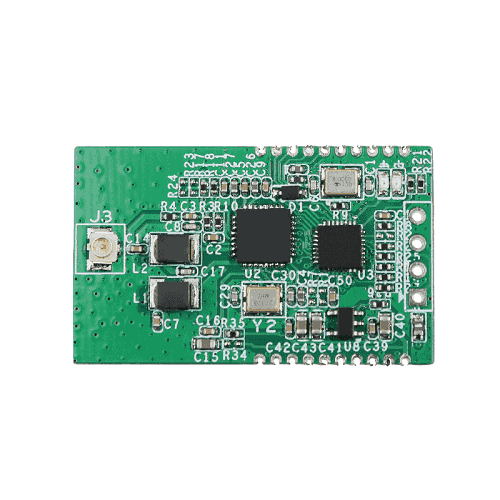
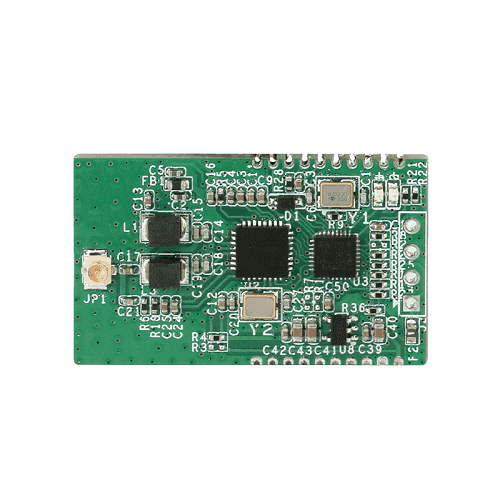
RFID读写器与天线: RFID读写器将部署在产线的各个节点工位上,用于自动采集数据,但是需要注意读写器的部署位置,否则会影响RFID标签的识别准确率,同时也需要根据现场的场景需要来考虑天线的选型,以适应现场不同的环境。

RFID中间件: RFID中间件为连接硬件采集端与上层应用端的桥梁,它主要负责数据的处理、采集设备的管理以及提供与上层业务软件的通讯接口。
三、 关键环节的实施策略与技术方案
3.1 硬件选型与部署策略
标签选型与安装:
• 标签选型:普通的场景中,一般选用常规的无源RFID标签;产线上存在金属和液体干扰时,就需要采用特种标签来增强识别效果,如抗金属标签、抗液体标签,液体环境时也可以考虑效果更好的高频标签或低配标签。
• 安装位置: 标签的安装位置需要经过在现场环境的多次严格测试,确保在工件流经读写器的识读区域时,RFID标签能够被有效的识读,同时标签需要在生产过程中避免被磨损或污染而导致识读受影响。
读写器与天线部署:
• 读取区域规划:RFID读写器需要根据现场的实际综合需求选择高频读写器还是超高频读写器,读写器需在每个节点(工位)上规划出识读标签的区域,在安装过程中可能涉及到调整天线的类型、读写器的功率、安装的角度等来保证识读的准确性。
• 多读写器协同:当密集型部署的区域,若有多台读写器协同工作,则需要考虑协调不同读写器的工作时间或算法上做防碰撞机制,避免读写器之间的相互干扰。
• 环境防护:工业现场常有油污、粉尘、振动等复杂的环境,因此选用的所有硬件设备都应具备高防护等级(如IP67)的工业级产品。

3.2 系统集成与数据流设计
1. 工单下发与标签初始化:ERP系统将生产订单下发至MES。MES根据订单信息,通过RFID打印机将产品信息、序列号等写入RFID标签(通常使用EPC编码标准),并将标签绑定到物料或托盘上。EPC编码作为产品的唯一“身份证” 。
2. 产线自动识别:当贴有标签的工件流经产线各工位时,固定式读写器自动捕获标签的EPC码。
3. 数据过滤与事件生成:RFID中间件接收原始数据,过滤掉冗余信息,并将“工件到达/离开工位”等原始读取行为转化为有意义的业务事件。
4. 业务逻辑处理:MES系统接收到事件后,更新该工件的生产状态、所在位置、开始/结束时间等信息,并根据预设的工艺路线,自动向当前工位的操作员终端(HMI)或PLC下达作业指令。
5. 数据双向交互:操作员完成作业或设备自动加工完毕后,将结果(如加工参数、质检数据)通过终端输入或由PLC自动上传至MES,MES将这些数据与工件的EPC码关联存储。
6. 实时监控与报表:所有生产数据汇集到后台数据库,管理者可通过看板(Dashboard)实时查看产线状态、在制品分布、设备OEE、产品合格率等KPI。
7. 完工入库:产品完成所有工序后,在入库口被再次识别,MES系统更新其状态为“完工”,并通知ERP系统更新库存。
四、 性能评估与投资回报分析
劳动力成本节约: 减少人工记录、手工扫描机盘点的时间,通过RFID可显著降低库存控制的劳动力成本。
生产效率提升: 减少因物料寻找、等待、信息错误造成的停机时间。
错误减少成本: 降低因用错料、发错货、流程错误等导致的返工、报废和召回成本。
库存成本降低: 通过精确的管理和实时库存可见性,减少在制品积压和安全库存水平。
提升客户满意度: 更快的交付速度和更可靠的质量追溯。
增强决策能力: 基于实时、准确的数据进行生产调度和管理。
提升企业形象: 展现企业的智能化和技术领先地位。
五、 实施挑战
1. 高昂的初始成本:对于单价较低的产品,RFID读写器及一些特种标签的成本相对较高,在部署初期可能投入较大。
2. 技术复杂性与环境干扰:工业产线的现场的环境相对复杂,影响RFID识读的主要有金属环境、液体环境及其他电磁波辐射的噪声等,因此部署RFID时具体场景需要具体调测,同时需要选择性能较高的读写器。
3. 系统集成难度:将RFID技术应用需要与企业现有的一些系统(如ERP、MES等)相结合才能更好的实现产线的自动化管理,这其中可能会涉及到较为复杂的数据对接开发。
4. 组织与人员的变革阻力: 员工及管理层需要时间来学习和适应RFID技术的工作流程。










